










Sort siliciumcarbid keramisk ring er en højtydende konstrueret keramisk samling lavet af siliciumcarbid med høj renhed ved præcisionsstøbning og højtemperatursintring. Dens firkantede krystalstrukt...
Se detaljer
FØLG OS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Vil du ikke bruge titusindvis på støbning til et nyt R&D-projekt? Lad os tale om den "formløse hurtige prototyping" -teknologi af speciel keramik
2026-05-26
I forsknings- og udviklingsfasen af nye specielle keramiske produkter koster åbning af forme ofte titusindvis af yuan og tager flere uger, hvilket ofte bliver en hindring for ingeniører. Tao " høj mur " . Hvis produktdesignet stadig kræver senere gentagelser, vil de tidlige formgebyrer højst sandsynligt være spildt. For at løse dette smertepunkt har feltet for specialkeramik gjort en kraftig promovering " Ingen Form hurtig prototyping " Teknologi. Dette kan ikke kun hjælpe virksomheder med at spare en masse omkostninger til åbning af forme, men også forkorte udviklingscyklussen fra uger til dage. På nuværende tidspunkt er de almindelige og modne mugfrie proofing-løsninger i industrien hovedsageligt opdelt i " Additiv fremstilling ( 3D Udskriv) " med " Subtraktiv fremstilling ( Præcisionsbearbejdning) " To store skoler.
Skole 1: Specialkeramik 3D Udskriv
3D Udskrivning er ægte " Ingen skimmelsvamp " teknologi gennem computere CAD Modellen driver udstyret direkte og stables lag for lag. Dette er den eneste mulighed for keramiske dele med ekstremt komplekse strukturer, indvendige hule fordybninger, flowkanaler eller topologisk optimerede strukturer. Nuværende specialkeramik i industriel kvalitet 3D Der er to mainstream-teknologier til udskrivning.
1. Lyshærdende støbning
Keramisk pulver blandes i lysfølsom harpiks i en høj andel for at fremstille keramisk opslæmning. UV-lys bruges til at bestråle og hærde lag for lag til dannelse " Blank før afluning " og undergår til sidst højtemperaturafbinding og sintring.
• Fordele: Overfladefinishen er ekstrem høj, næsten sammenlignelig med formstøbning. Høj dimensionel nøjagtighed, normalt op til ±0,05 mm , meget velegnet til fremstilling af mikro- og præcisionskeramiske dele.
• Anvendelige materialer: aluminiumoxid, zirconia osv.
2. selektiv lasersintring
Størket keramisk pulver eller pulver blandet med et bindemiddel scannes direkte ved hjælp af en højenergilaserstråle.
• Fordele: Hurtig produktionshastighed, velegnet til fremstilling af mellemstore og store konstruktionsdele.
• Anvendelige materialer: Siliciumcarbid, siliciumnitrid og andre keramiske materialer med ekstrem høj kovalent bindingshårdhed og vanskelige at bearbejde med lyshærdning.
Skole to: Keramisk grøn krop / Præcisionsbearbejdning af kogte emner
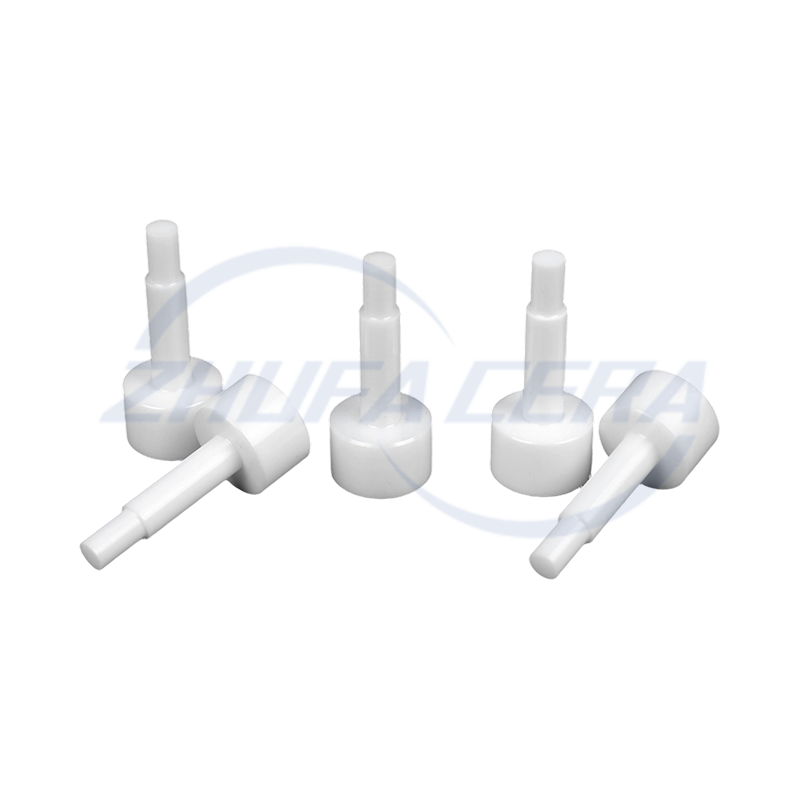
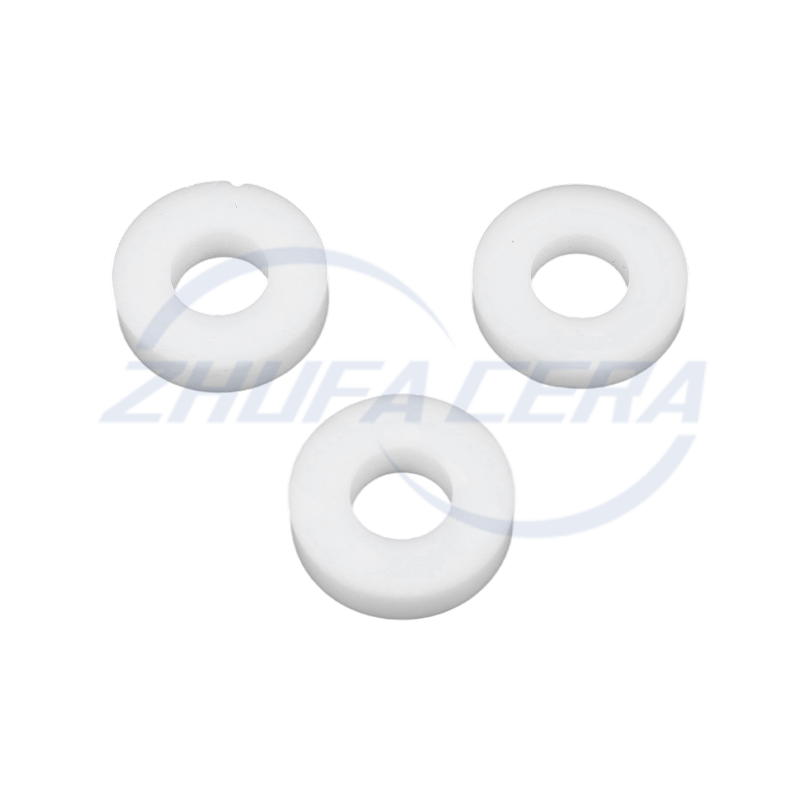
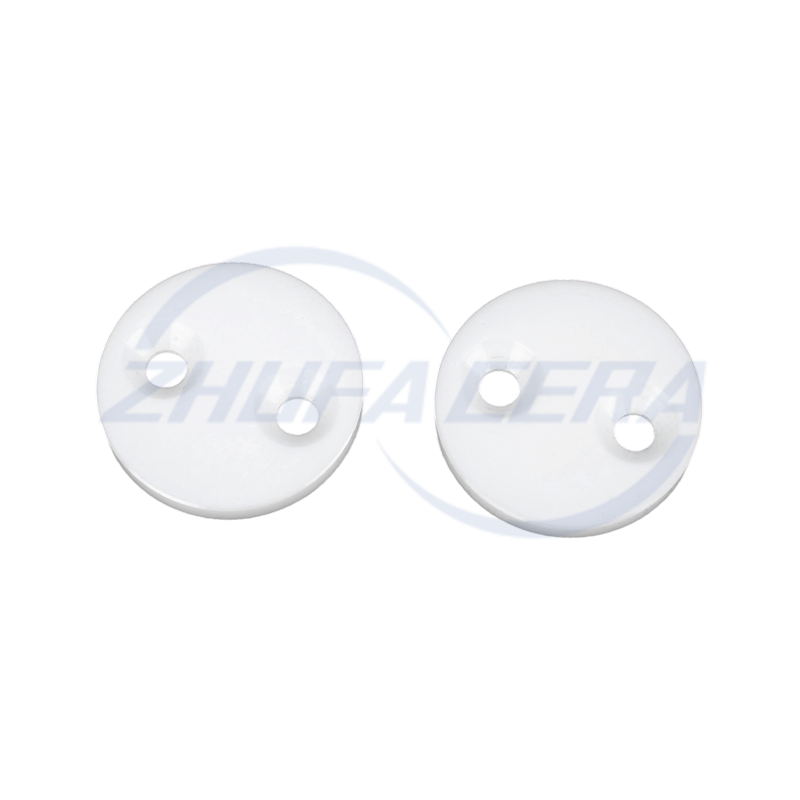
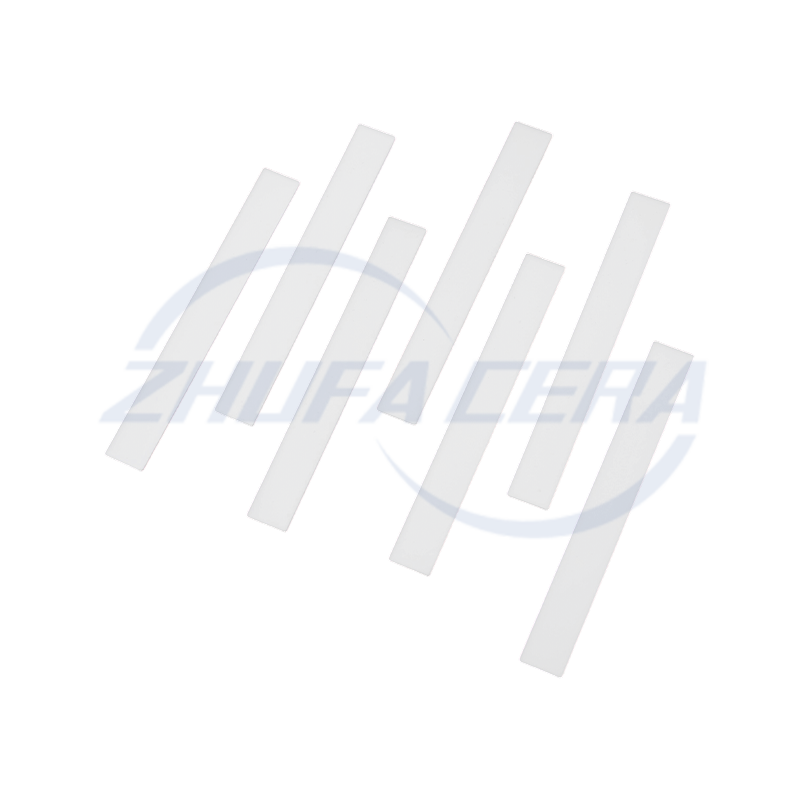
Hvis de dele, du laver prototyper, har relativt regelmæssige strukturer, såsom porøse plader, skafter, muffer, flanger osv., men har ekstremt høje krav til materialeydelse (densitet, styrke), så er det at bruge eksisterende standardblokke til bearbejdning den hurtigste og billigste prototypemetode. I henhold til placeringen af keramikken under forarbejdning " Status " , opdelt i to ruter:
1. grøn krop / Keramisk forsintret krop (porcelænsblok) behandling ——" Blød først og derefter hård "
Efter at det keramiske pulver er presseformet og før det gennemgår det sidste trin af højtemperatur fuldsintring (på dette tidspunkt er keramikken som kridt, med lav hårdhed og let at skære), skal du direkte bruge en standard CNC-værktøjsmaskine ( CNC ) til drejning, fræsning og boring. • Fordele: hurtig behandlingshastighed, lille værktøjsslid og meget lave omkostninger.
• Sværhedsgrad: På grund af den kraftige volumenkrympning af det grønne legeme under den efterfølgende højtemperatursintringsproces (normalt er krympningshastigheden inden for 15 % ~ 25 % mellem), så det er nødvendigt at stole på ekstremt nøjagtige beregninger af dimensionssvindforstørrelse. Hvis producenten er uerfaren, kan størrelsen af det sintrede færdige produkt nemt overstige tolerancerne.
2. Præcisionshård bearbejdning af kogte emner (fuldsintret keramik) ——" frontalt "
Tag direkte de standard specielle keramiske plader eller stænger, der er blevet sintret ved høj temperatur og fuldstændig fortættet, og brug diamantværktøjer, ultralydsbehandling eller lasergravering til reduktion af fint materiale. • Fordele: Intet problem med sintringskrympning, ekstrem høj dimensionsnøjagtighed og geometrisk tolerance (op til mikronniveau μm ), uden nogen rabat på materielle ydeevne.
• Gældende scenarier: aluminiumoxid med høj renhed, tryksintret siliciumnitrid, sejt zirconiumoxid osv. For en lille mængde prøver skal du blot købe færdiglavet stangskål og lade mesteren behandle det med en diamantslibeskive. Normalt kan du få prøven om et par dage.
Hvordan vælger man? " Ingen模具打样 " Beslutningsvejledning
I egentlig forskning og udvikling kan du henvise til følgende livlige sammenligningsdimension for at bestemme, hvilken støbefri imprægneringsteknologi, der anvendes:
| Vurderingsdimensioner | Keramik 3D Udskriv ( Additiv ) | grøn krop CNC forarbejdning ( Reduktion af forbrændt kropsmateriale ) | Efterbehandling af moden billet ( Reduktion af fuldt sintret materiale ) |
| strukturel kompleksitet | ( Ekstremt høj, understøtter lumen flow kanal ) | ( Medium, ude af stand til at behandle indre blinde huller ) | ( Lavere, velegnet til almindelige geometristykker ) |
| Dimensionsnøjagtighed | (±0,05 ~ 0,1 mm) | ( Påvirket af sintringssvind er det svært at kontrollere ) | ( Ekstremt høj, op til mikron niveau ) |
| Materialets mekaniske egenskaber | ( Densiteten er lidt lavere end traditionelle forme ) | ( med模具生产性能完全一致 ) | ( Bedste ydeevne, isotropisk ) |
| Korrektur af leveringstid | 3-7 dag | 2-5 dag | 2-4 dag |
| Almindelige tilpasningsmaterialer | Zirconiumoxid, aluminiumoxid | Aluminiumoxid, siliciumnitrid, bearbejdelig keramik | Forskellige kommercielle specialkeramik |
| Opsummeringsforslag: • Hvis dit design indeholder komplekst Kompleks bionisk struktur og indre snoede strømningskanaler, det første valg 3D Udskriv。 • Hvis delene er konventionelle pladeformede, skaftformede eller rørformede, og de dimensionelle tolerancekrav er særligt strenge, er det hurtigst at gå direkte til en producent med specielle porcelænsforarbejdningsevner til hård bearbejdning af kogte emner. • Hvis produktet er planlagt til at blive produceret i store mængder i fremtiden, vil jeg i øjeblikket bare gerne Lavpris verifikationsstruktur, du kan prøve grøn krop CNC Forarbejdning, fordi pulveret det bruger og den efterfølgende sintringsproces er tættest på fremtidig masseproduktion. |
Relaterede produkter
-
-
Zirconia Ceramic Rod er en højtydende keramisk materialestang, hovedsageligt lavet af zirconiumoxid, med fremragende mekanisk styrke og kemisk stabilitet. Den udviser ekstrem høj hårdhed og slidsty...
Se detaljer -
Blå zirconia keramiske plader er præcisionskomponenter lavet af avanceret zirconia keramik. De farves med kobolt, jern eller kobber for at danne en blå farve. Denne farve tjener ikke kun som en vis...
Se detaljer -

Denne blå zirconia keramiske pin er lavet af avanceret zirconia keramisk materiale, der giver fremragende holdbarhed og ydeevne. Zirconia keramik er kendt for deres høje styrke, gode slidstyrke og ...
Se detaljer -
Zirconia Ceramic Gear er lavet af zirconiumoxid keramisk materiale, som har fremragende høj styrke og høj hårdhed. Denne materialeegenskab gør den i stand til effektivt at modstå slid under transmi...
Se detaljer -

Zirconia Ceramic Guide Rail er en højtydende præcisionsmekanisk komponent lavet af zirconiumoxid keramisk materiale. Dens kerneegenskaber er afledt af de fremragende fysiske og kemiske egenskaber v...
Se detaljer -
Zirconia Ceramic Locating Pin er et højpræcisionspositioneringselement lavet af avanceret zirconiumoxid keramisk materiale med fremragende fysiske og kemiske egenskaber. Dens hovedkarakteristika om...
Se detaljer -
Zirconia Ceramic Ring er et højtydende keramisk produkt kendt for sine fremragende fysiske og kemiske egenskaber. Den har ekstrem høj hårdhed og styrke, med en Mohs hårdhed på mere end 8,5, som eff...
Se detaljer -
Zirconia keramiske plader er blevet funktionelle kernekomponenter på forskellige områder takket være deres unikke egenskaber. Med en bøjningsstyrke på 900–1200 MPa og en brudsejhed på 6–10 MPa・m¹/²...
Se detaljer -
Zirconia Ceramic Strip er et strimmelmateriale lavet af højtydende zirconiumoxidkeramik med fremragende fysiske og kemiske egenskaber. Den har ekstrem høj hårdhed og bøjningsstyrke, kan effektivt m...
Se detaljer -
Zirconia keramiske wafere er repræsentative produkter inden for højtydende strukturel keramik. Sammenlignet med traditionel alumina-keramik eller metalmaterialer er dens omfattende ydeevnefordele i...
Se detaljer -

Zirconia Ceramic Plunger er en højtydende komponent designet til barske industrielle miljøer. Sammenlignet med lignende keramiske eller metalstempelprodukter skiller den sig ud med sine unikke mate...
Se detaljer

-
Hurtige links
Hjem Produkter Om os Tjenester Teknologi Nyheder Kontakt os -
Produkter
Keramiske strukturelle dele Zirconia keramik Alumina keramik ZTA Keramik Siliciumnitrid keramik Siliciumcarbid keramik Keramiske sprøjtestøbte dele -
Om os
Fabriksrundvisning Ære FAQ -
Kontakt info
+86-188 8878 5188zf@zfcera.comNr. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang-provinsen, Kina -
WhatsApp

Copyright © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Alle rettigheder forbeholdes.
Kina producent af præcisionskeramik
engros præcision keramik leverandør
